What is the Best Drill Bit for Hardened Steel? Local Guide
Figuring out What is the Best Drill Bit for Hardened Steel? Local Guide can feel tricky at first. Hardened steel is super tough, and using the wrong drill bit can lead to broken bits, damaged workpieces, or just a lot of frustration.
Many people starting out wonder if they need special tools. Don’t worry! This guide will break it down simply.
We’ll show you exactly what you need to know to drill through hardened steel with ease. Let’s get started and make this job simple.
Understanding Hardened Steel Drilling Challenges
Drilling into hardened steel presents a unique set of challenges that often stump DIYers and even some seasoned professionals. The primary difficulty lies in the material’s inherent hardness, a result of specific heat-treating processes. This hardness means standard drill bits will dull quickly, overheat, or even snap under the pressure.
It’s like trying to cut butter with a rock – it just doesn’t work. Overcoming this requires understanding the properties of hardened steel and selecting drill bits specifically designed to handle its toughness. This section will lay the groundwork by explaining why this material is so difficult to drill and what makes standard bits fail.
Why Hardened Steel Is Tough To Drill
Hardened steel is tough because it undergoes a process called heat treatment. This involves heating the steel to a high temperature and then rapidly cooling it. This process changes the internal structure of the metal, making it much stronger and resistant to wear.
Think of it like making a piece of candy extra hard by cooling it very fast. This strength makes it excellent for tools and parts that need to last, but it also makes it very difficult to drill through. Regular steel is much softer and easier to cut with a normal drill bit.
The hardness also means that friction and heat build up much faster when drilling. When a drill bit grinds against hardened steel, it generates a lot of heat. This heat can make the drill bit itself softer, causing it to lose its cutting edge quickly.
It can also damage the hardened steel you’re trying to drill, potentially making it brittle or cracking. The effort required to cut through hardened steel is significantly higher than with softer metals, meaning your drill motor has to work much harder too.
These challenges mean that simply using a regular drill bit and applying more force is not the answer. In fact, it’s the fastest way to break your drill bit or damage your project. Success relies on using the right type of drill bit, at the right speed, with the right lubrication, and employing specific drilling techniques that manage heat and reduce stress on the bit and the workpiece.
Material Properties Impacting Drillability
The specific properties of hardened steel that make it hard to drill include its high tensile strength, its wear resistance, and its increased brittleness compared to unhardened steel. High tensile strength means a great deal of force is needed to deform or break the material. Wear resistance, while desirable for the final product, means the material will quickly erode the cutting edges of a drill bit that isn’t designed for it.
Brittleness is a double-edged sword; while hardened steel is strong, it can also fracture if subjected to sudden shocks or excessive stress, which can happen during improper drilling.
Understanding the Rockwell hardness scale is also important. Hardened steel can range from around 40 to 60 HRC (Rockwell Hardness Scale C). For comparison, mild steel typically falls between 15 and 25 HRC.
This massive difference in hardness dictates the tools and methods required. A drill bit designed for mild steel simply won’t be able to penetrate hardened steel effectively because its cutting edges will be worn down almost instantly by the material’s resistance.
The metallurgical composition also plays a role. Steels with higher carbon content, or those alloyed with elements like chromium, molybdenum, and tungsten, are often hardened to achieve superior performance. These alloying elements contribute to the steel’s ability to become extremely hard after heat treatment but also influence its machinability.
Certain alloys can be more prone to chipping or creating abrasive dust, further complicating the drilling process.
Common Mistakes When Drilling Hardened Steel
One of the most common mistakes is using a standard HSS (High-Speed Steel) drill bit without understanding its limitations. While HSS is better than carbon steel bits, standard HSS bits are often not sufficient for truly hardened steel and will wear out rapidly. Another frequent error is applying too much pressure.
This might seem logical to force the bit through, but it leads to overheating and bit breakage. The hardened material requires a slower, controlled approach.
Many people also neglect proper lubrication. Drilling hardened steel generates significant heat, and without a cutting fluid, this heat can anneal (soften) the tip of the drill bit, ruining its temper. Overheating the workpiece can also be a problem, potentially causing stress fractures or warping.
Running the drill at too high a speed is another common mistake. High speeds create excessive friction and heat, especially with harder materials. The optimal speed for drilling hardened steel is usually much slower than for softer metals.
Finally, not using the correct technique is a big issue. This includes not drilling a pilot hole when necessary, not retracting the bit periodically to clear chips, and not using a center punch to prevent the bit from wandering. These simple steps are vital for efficient and safe drilling of tough materials.
Addressing these mistakes is the first step to finding the right solution.
Choosing the Right Drill Bit For Hardened Steel
Now that we understand why hardened steel is a challenge, let’s talk about the tools. Selecting the correct drill bit is absolutely essential for successfully drilling hardened steel. This isn’t a job for your average hardware store bit; you need specialized materials and designs.
This section will guide you through the types of drill bits that are up to the task, explaining what makes them different and why they are effective. We will explore materials, coatings, and tip designs that help you conquer hardened steel.
High-Speed Steel Cobalt (HSS Cobalt) Bits
When you need to drill into tough materials like hardened steel, High-Speed Steel Cobalt (HSS Cobalt) drill bits are a go-to choice. These bits are made from a high-speed steel alloy that has been mixed with a significant amount of cobalt, usually between 5% and 10%. Cobalt is a very hard metal that increases the HSS’s ability to withstand high temperatures and maintain its hardness, even when drilling through very hard materials.
The cobalt addition makes these bits more brittle than standard HSS bits, so they require careful handling. However, their superior hardness and heat resistance allow them to cut through hardened steel much more effectively. They stay sharper for longer and can handle the heat generated during drilling without softening.
When choosing HSS Cobalt bits, look for the “CO” marking. It’s important to use these bits with a slow to moderate speed and always use a cutting lubricant to keep them cool and extend their life.
HSS Cobalt bits are a good option for moderately hardened steels and for general-purpose drilling of tough metals. They offer a good balance of performance, durability, and cost. While they are more expensive than standard HSS bits, the investment is usually well worth it for the efficiency and reliability they provide when tackling difficult materials.
They are a significant step up from regular HSS bits and are often the first recommendation for many hardened steel applications.
Solid Carbide Drill Bits
Solid carbide drill bits are made entirely from tungsten carbide, a material known for its extreme hardness and wear resistance. These bits are significantly harder than HSS Cobalt bits and can perform exceptionally well in hardened steel, especially in applications requiring high precision or very long tool life. Carbide is very brittle, though, so these bits need to be used with precision machinery and a very controlled feed rate to prevent breakage.
Carbide bits can operate at higher speeds than HSS bits, which can lead to faster drilling times in some cases. However, they also generate a lot of heat, making the use of a robust cutting fluid absolutely critical. They are less forgiving if dropped or mishandled due to their brittleness.
For drilling very hard materials, such as tool steel or case-hardened components, solid carbide bits are often the best choice, provided the drilling setup can accommodate their specific needs.
The cost of solid carbide bits is generally higher than HSS Cobalt bits, reflecting their superior performance and the more complex manufacturing process. They are ideal for production environments where tool life and precision are paramount. For occasional use on hardened steel, they might be an overkill, but for serious work, they offer unmatched performance.
Their ability to maintain sharpness and cut through incredibly hard materials makes them a top-tier option.
Specialty Coatings and Treatments
Beyond the base material, drill bits for hardened steel often benefit from specialized coatings and treatments that enhance their performance. These coatings act as a barrier, reducing friction, increasing heat resistance, and improving wear characteristics. Some common and effective coatings include:
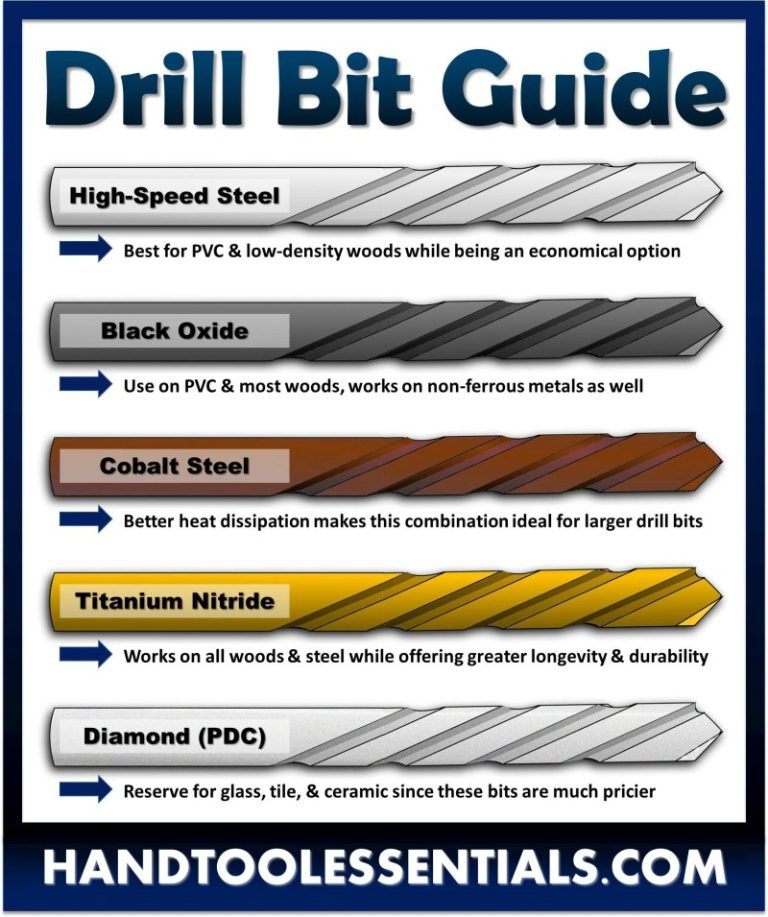
- Titanium Nitride (TiN): This is a very common and cost-effective coating. TiN is gold-colored and helps to reduce friction and heat. It’s good for drilling harder metals, extending the life of the drill bit. It provides a good balance of performance and cost for many applications.
- Titanium Carbonitride (TiCN): TiCN is a darker gray or black coating that is harder and more wear-resistant than TiN. It’s particularly effective in abrasive conditions and for drilling harder materials. This coating offers better performance when dealing with very tough steels.
- Titanium Aluminum Nitride (TiAlN): This coating is very effective at high temperatures. It forms a protective oxide layer when heated, which helps the bit resist thermal breakdown. TiAlN is ideal for drilling high-temperature alloys and very hard steels where significant heat is generated.
- Black Oxide: While not as advanced as the others, black oxide treatment can offer some improvement in corrosion resistance and a slight reduction in friction. It’s typically found on less expensive bits and offers minimal benefits for truly hardened steel.
These coatings, when applied to HSS Cobalt or solid carbide drill bits, can significantly boost their ability to cut through hardened steel. They help the bit maintain its sharpness and integrity under extreme conditions. Choosing a bit with an appropriate coating for the specific type of hardened steel you are working with can make a substantial difference in drilling efficiency and tool longevity.
Drill Bit Geometry and Design
The shape and design of a drill bit also play a crucial role when drilling hardened steel. Features like the point angle, flute geometry, and web thickness are engineered to improve cutting performance, chip evacuation, and heat dissipation in tough materials. Understanding these design elements helps in selecting the most suitable bit for the job.
Point Angle
The point angle is the angle at the tip of the drill bit where the cutting edges meet. For general-purpose drilling in softer metals, a standard 118-degree point angle is common. However, for hardened steel, a sharper point angle is often beneficial.
- 135-degree Split Point: This is a popular choice for drilling hard metals. The 135-degree angle provides a sharper cutting edge that can penetrate tough materials more easily. The “split point” feature means the tip is ground with a self-centering notch, which prevents the bit from “walking” or wandering when starting a hole. This is critical for accuracy and reducing the risk of the bit slipping on hard surfaces. A split point also requires less starting pressure.
- 140-degree to 150-degree Point: Some extremely hard materials or specific applications might call for even wider point angles, approaching 140 or 150 degrees. These are less common for general use and are usually found on specialized drill bits for very specific hardened alloys. The sharper angle helps to reduce the cutting force required and prevent the bit from overheating by allowing chips to clear more easily.
The choice of point angle should also consider the material’s brittleness. A too-sharp point on a very brittle steel might increase the risk of chipping at the hole’s edge. However, for most hardened steel applications, the 135-degree split point offers a great combination of penetration, accuracy, and chip control.
Flute Design and Web Thickness
The flutes are the spiral grooves that run along the drill bit, designed to clear chips away from the cutting area and allow cutting fluid to reach the tip. For hardened steel, flute design is important for efficient chip removal and to prevent the bit from binding.
- Shallow Flutes: Some drill bits designed for hard materials have shallower flutes. This increases the “web thickness” – the solid core of the bit between the flutes. A thicker web makes the bit stronger and more resistant to bending or breaking, which is crucial when drilling through tough, resistant materials. However, shallower flutes can sometimes lead to poorer chip evacuation, so a balance must be struck.
- Chip Breakers: Some advanced drill bits feature “chip breakers” within the flutes. These are small steps or notches designed to break up long, stringy chips into smaller, more manageable pieces. This improves chip evacuation, reduces the risk of the flutes becoming clogged, and helps to keep the cutting area cleaner and cooler.
- Polished Flutes: Drill bits with highly polished flutes can help chips slide away more easily, reducing friction and improving chip clearance. This is particularly useful when drilling materials that tend to produce gummy or sticky chips, although hardened steel usually produces more brittle chips.
The web thickness is particularly important. As a drill bit gets smaller in diameter, the web naturally becomes thinner. For drilling hardened steel, especially with smaller diameter bits, looking for bits that maintain a robust web thickness is a good indicator of their suitability for tough jobs.
When to Consider Specialized Drill Bits
For most common hardened steel applications, HSS Cobalt bits with a 135-degree split point and possibly a TiN or TiCN coating will suffice. However, there are situations where you might need to step up to more specialized drill bits.
- Extremely Hardened Tool Steels: If you are working with high-alloy tool steels that have been hardened to their maximum potential (often above 55 HRC), standard HSS Cobalt bits may still struggle. In these cases, solid carbide drill bits are often the only viable option. These bits are designed to maintain their cutting edge and structural integrity at extreme hardness levels.
- High-Volume Production: For manufacturing or high-volume repair work, the longevity and precision of solid carbide bits are invaluable. While the upfront cost is higher, the cost per hole can be significantly lower due to their extended tool life and ability to maintain tighter tolerances.
- Drilling into Pre-Hardened Components: If you are drilling into components that are already hardened and in use, such as engine parts, industrial machinery components, or specialized tools, the material is likely very tough. Using a bit that is too weak can damage the component further. Specialized bits ensure clean drilling without compromising the integrity of the existing part.
- Specific Alloys: Different hardened steel alloys have unique properties. Some might be more prone to chipping, while others might generate more heat. Researching the specific alloy you are drilling into can help you select a bit with geometry and coatings optimized for that particular material. For instance, some superalloys might require specialized geometries beyond typical drill bits.
Always consider the environment. If you are drilling in a shop with a rigid drill press and coolant systems, you can take advantage of the benefits of solid carbide. If you are working with a handheld drill and need to drill a few holes, a good quality HSS Cobalt bit might be more practical and cost-effective.
Techniques for Drilling Hardened Steel
Having the right drill bit is only half the battle. The techniques you use when drilling hardened steel are equally important. These methods focus on controlling heat, reducing stress, and ensuring a clean cut.
This section will walk you through the essential steps and practices to ensure your drilling endeavors are successful, not frustrating.
Lubrication and Cooling
Heat is the enemy when drilling hardened steel. It can quickly dull and destroy even the best drill bits. Proper lubrication and cooling are therefore absolutely critical.
Using the right cutting fluid not only cools the bit and the workpiece but also helps to lubricate the cutting edges, reducing friction and making it easier for the bit to cut.
- Cutting Fluids: For drilling hardened steel, it is essential to use a dedicated cutting fluid or tapping fluid. These are specifically formulated to handle the high temperatures and pressures involved. Avoid using simple oils like WD-40, as they are not designed for the extreme conditions of drilling hard metals and can burn off quickly.
- Application Methods: Apply the cutting fluid directly to the drill bit and the workpiece. You can do this by hand, using a drip feed system for more demanding tasks, or by using a spray lubricant. For deeper holes, ensure that the fluid can reach the bottom of the hole where the cutting action is happening. Regularly reapply the lubricant as you drill.
- Managing Heat: Even with lubrication, heat will build up. It is important to let the drill bit cool down periodically. This means retracting the drill bit from the hole while it is still spinning, allowing air to cool the bit and the cutting fluid to get to the hot surfaces. Do not rush this process; patience is key.
The importance of cooling cannot be overstated. A drill bit that glows red from heat is minutes away from being ruined, if not already. A well-lubricated and cooled drill bit will last significantly longer and produce a cleaner hole.
Speed and Pressure Control
Drilling hardened steel requires a different approach to speed and pressure compared to softer materials. The common instinct to “push harder and go faster” is counterproductive.
- Slow Speeds: You generally need to drill at much slower speeds when working with hardened steel. High speeds generate excessive heat and friction, which, as discussed, can quickly damage the drill bit. The exact speed depends on the drill bit diameter, the material hardness, and the drill press or drill you are using, but it will typically be in the lower RPM range (e.g., 100-500 RPM for larger bits, and potentially up to 1000-2000 RPM for very small bits, but always on the lower end).
- Consistent, Light Pressure: Instead of heavy force, use steady, consistent, and relatively light pressure. Let the sharp cutting edges of the drill bit do the work. Pushing too hard can cause the bit to bind, break, or generate excessive heat. The goal is to allow the bit to cut the material, not to force it through.
- Pecking or Retracting: This technique, often called “pecking,” involves drilling for a few seconds and then retracting the drill bit partially or fully out of the hole. This action serves multiple purposes: it helps to break up the chips and clear them from the flutes, it allows fresh cutting fluid to reach the cutting edge, and it gives the bit and workpiece a chance to cool down. Perform these retracts regularly, especially as you notice increased resistance or hear changes in the drilling sound.
The combination of slow speed, light pressure, and regular retracting creates a controlled drilling process that minimizes heat and wear on the drill bit. It’s about working smarter, not harder, when dealing with hardened materials.
Starting the Hole and Chip Evacuation
Accurate starting and efficient chip removal are crucial for a successful drilling operation in hardened steel. Errors in these stages can lead to a ruined workpiece or a broken drill bit.
- Center Punching: Always start by center punching the exact spot where you want to drill. A center punch creates a small indentation that guides the tip of the drill bit and prevents it from “walking” or wandering across the surface when you begin drilling. This is especially important on smooth or curved surfaces.
- Pilot Holes: For larger diameter holes, or if you are drilling through thicker sections of hardened steel, drilling a pilot hole first is highly recommended. Start with a smaller diameter drill bit (e.g., 1/8″ or 3/16″). This pilot hole will guide the larger drill bit, reducing the cutting load and the risk of deflection. Ensure the pilot hole is drilled accurately.
- Clear Chips Regularly: As mentioned, chip evacuation is vital. Clogged flutes build up heat and can cause the bit to bind. By retracting the drill bit, you allow the chips to be expelled. For long holes, you may need to retract the bit many times. Ensure the chips are being cleared from the hole and not just redeposited at the bottom.
- Drilling Through: Once you’ve drilled through the material, continue to let the bit spin as you pull it out, but do so smoothly. This helps to clean up the exit burr and prevents the bit from snagging on the edge of the hole as it fully clears the material.
These techniques, when applied consistently, ensure that the drilling process is as efficient and safe as possible for both you and your materials.
What is the Best Drill Bit for Hardened Steel? Local Guide Resources
Finding the right drill bits locally can sometimes be a challenge. This section will help you identify where to look and what to ask for to ensure you get the best drill bit for hardened steel available in your area. It’s about being informed so you can make the right purchase for your project.
Where to Buy Quality Drill Bits Locally
When searching for the best drill bit for hardened steel, your local options can vary, but some places are more likely to stock specialized items.
- Industrial Supply Stores: These are often your best bet. Stores that cater to mechanics, machinists, and industrial workshops will carry high-quality HSS Cobalt bits, solid carbide bits, and a range of coatings. They will have knowledgeable staff who can advise you on the best choice for your specific needs.
- Specialty Tool Shops: Some tool shops focus on professional-grade tools and may carry a good selection of drill bits for metalworking. Look for stores that emphasize brands known for quality in metalworking tools.
- Well-Stocked Hardware Stores: While many general hardware stores might only have basic drill bits, larger or more specialized ones might carry HSS Cobalt bits. Always check the packaging for “HSS Cobalt” or “CO” markings. Even if they don’t have cobalt, they might have higher-quality HSS bits with coatings like TiN.
- Farm and Ranch Supply Stores: These stores sometimes carry robust tool selections that include bits suitable for working with tougher metals, especially if they cater to heavy equipment repair.
When visiting these locations, don’t hesitate to ask for assistance. Explain what you are trying to drill (hardened steel) and what you’ve tried before (if anything). The more information you provide, the better they can help you find the perfect drill bit.
What to Ask the Store Staff
To make sure you get the right tool, knowing what to ask is key. Here are some important questions to ask store employees:
- Do you have HSS Cobalt drill bits? This is your primary question. If they don’t have cobalt, ask about their highest quality HSS bits for metal.
- What coatings are available? Inquire about TiN, TiCN, or TiAlN coatings. Explain that you are drilling hardened steel, and they can recommend the most suitable coating for heat resistance and durability.
- Do you have bits with a 135-degree split point? This geometry is crucial for starting accurately and preventing the bit from wandering on hard surfaces.
- Are these bits suitable for hardened steel or tool steel? Ask them directly if the bits they are recommending are specifically designed for such tough materials.
- What is your recommendation for drilling into ? If you know the exact type of hardened steel (e.g., 4140, tool steel), mentioning it can lead to a more precise recommendation.
Be prepared to describe your project and the thickness of the material. This information helps the staff guide you towards the most appropriate bit size and type. They might also suggest appropriate cutting fluids or lubricants.
Online Retailers for Specialized Bits
While local shopping is convenient, specialized drill bits for hardened steel are often more readily available and diverse through online retailers.
- Amazon: Offers a vast selection from various brands. Pay close attention to product descriptions, reviews, and seller ratings. Look for well-known tool brands or industrial suppliers.
- Specialty Tool Websites: Many online stores focus solely on tools for metalworking, machining, and industrial applications. Examples include sites like McMaster-Carr, MSC Industrial Supply, and Grainger (which also have physical stores). These sites often have detailed specifications for each bit.
- Manufacturer Websites: Directly visiting the websites of reputable drill bit manufacturers (e.g., Milwaukee, DeWalt, Makita, Bosch for HSS Cobalt; Cobalt, Guhring, Sandvik for industrial carbide) can lead you to their product catalogs, where you can find distributors or online purchasing options.
When buying online, always read reviews to gauge real-world performance, especially for hardened steel. Look for sellers who provide detailed specifications and clear images of the drill bits. The wide selection online often means you can find exactly what you need, sometimes at competitive prices.
Frequently Asked Questions
Question: What is the main reason hardened steel is difficult to drill
Answer: Hardened steel is difficult to drill because its structure has been made very strong and resistant to wear through heat treatment, meaning regular drill bits get dull, overheat, or break very quickly.
Question: Should I use a lot of pressure when drilling hardened steel
Answer: No, you should use steady, light pressure. Letting the sharp cutting edges of the right drill bit do the work is more effective and prevents the bit from breaking or overheating.
Question: What is the best type of drill bit for hardened steel
Answer: High-Speed Steel Cobalt (HSS Cobalt) bits, especially those with a 135-degree split point and a TiN or TiCN coating, are usually the best choice. For extremely hard steel, solid carbide bits are recommended.
Question: Is a cutting fluid necessary for drilling hardened steel
Answer: Yes, a dedicated cutting fluid or lubricant is essential. It cools the drill bit and the workpiece, reduces friction, and helps the bit cut more effectively, preventing it from overheating.
Question: How can I prevent my drill bit from wandering on hardened steel
Answer: Start by using a center punch to create an indentation. Also, choosing drill bits with a 135-degree split point helps the bit self-center and prevents it from wandering as you begin drilling.
Summary
To drill hardened steel, choose HSS Cobalt bits or solid carbide bits with appropriate coatings and a 135-degree split point. Always use slow speeds, light and steady pressure, and plenty of cutting fluid. Regularly retract the bit to clear chips and cool the area.